Your Cart is Empty














Up Fila ABS+ High Strength Red 3D Filament is exceptional quality 3D printing filament engineered by Tiertime, the makers of the Up 3D printers. This unique material formula which contains Polycarbonate, offers higher strength and low warp characteristics with a slightly glossy finish. It has a low odor compared to standard ABS and prints at a higher temperature of up to 270°C.
This ABS+ filament is made to high dimensional tolerances and printed parts present high detail in a fine surface finish. It is tough and durable, yet easily sanded for painting with both acrylic and epoxy paints. Models can be glued with superglue, epoxy, or ABS cement. Additionally parts can be combines with a solvent such as acetone or MEK (methyl ethyl ketone)
Up Fila ABS+ Premium is the ideal filament for presentation models and functional prototypes. The low warp characteristics of this formulation make it very suitable for larger parts.
This premium ABS+ blended filament has material and mechanical characteristics comparable to professional FDM printers at less than a quarter of their price, offering great value.
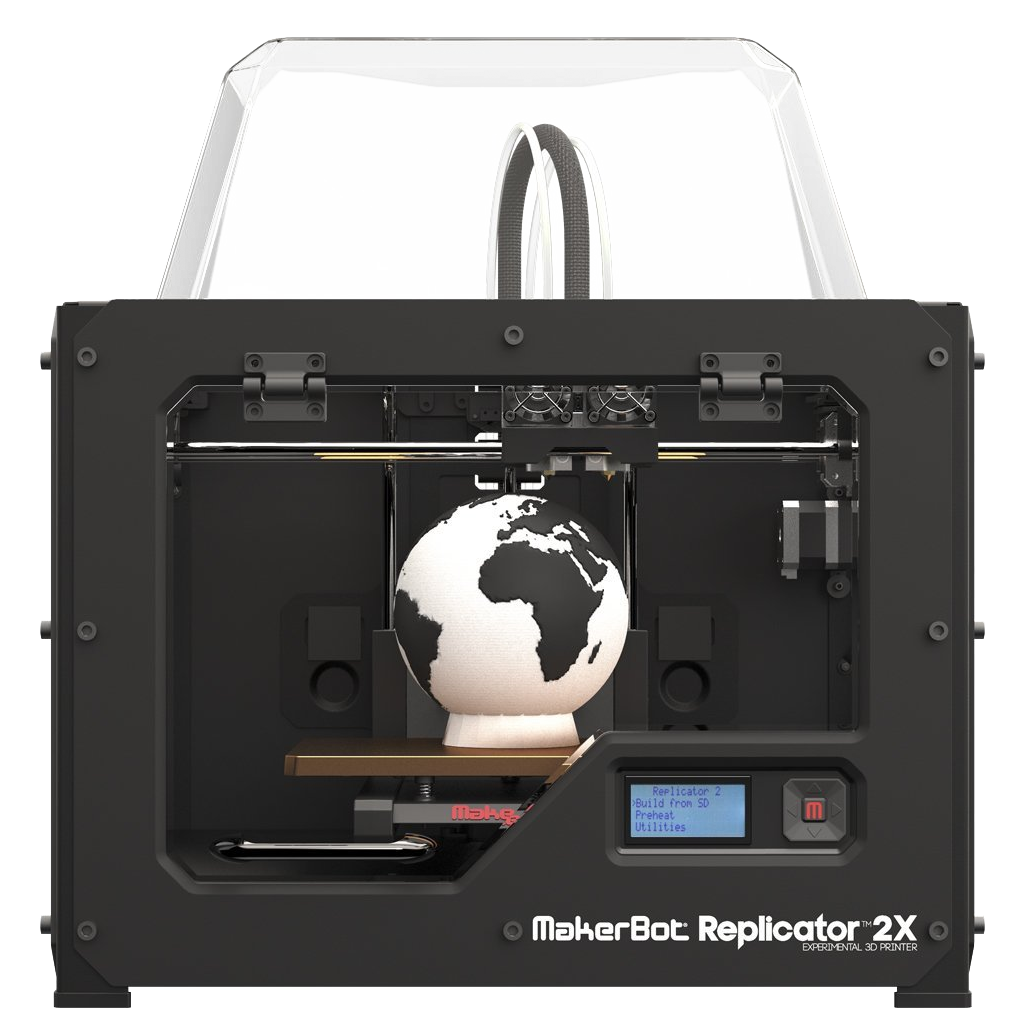
Up Fila ABS+ High Strength has been engineered to work with Up 3D Printers by Tiertime. We have extensively tested this material, discovering that it also performs excellently on other ABS compatible 3d printers.
The filament comes on 500 gram spools and fits into the Up Mini Filament Bunker as well as all other Up 3D printers by Tiertime.
Filament Diameter: 1.75mm +- 0.1mm
Spool Size: 500grams
Filament length: 200 meters on each roll
Supplied in a vacuum packed foil bag with desiccant
Printing Temperature 230-270°C (260°C recommended)
Heated Bed Temperature: 80 -110°C (recommended)
Formula: Low odour ABS / Polycarbonate Blend
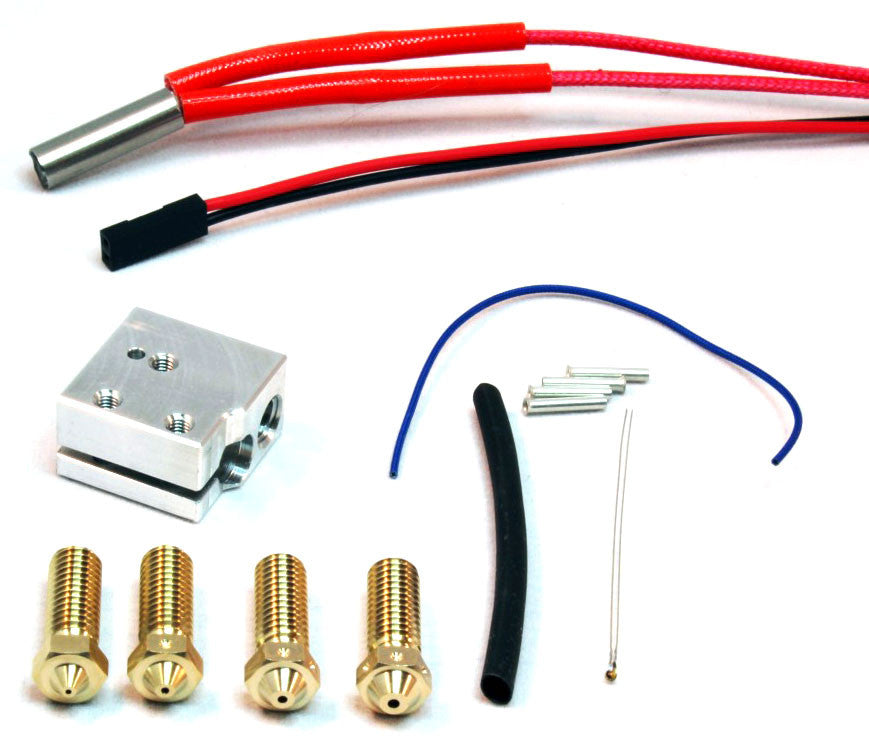
For optimal printing results using Up Fila ABS+ High Strength 3D Filaments we recommend printing this material on a 3D printer with an enclosure, minimising drafts, and a heated bed. Additionally where possible avoid using a part cooling fan mounted to the extruder, as used when printing with PLA or other low-temperature materials.
The ideal temperature for the heat bed and enclose can vary depending on the part you wish to print. There is a trade off between ambient temperature and the quality of the print results. A hotter environment results in a slower, more even cooling of the part as it prints which reduces the tendency to warp. The trade off is that the quality of underside surfaces may be compromised as filament may still be molten and unstable when the next layer of filament is formed. The advantage of Up Fila ABS+ Premium filament is the fact that it remains stable at a higher temperature and thus more stable resulting with a better print quality and less warping. If you are trying to print very small parts the head radiating from the nozzle may prevent the filament to solidify the part in time for the next layer. A pro tip here is to print multiple items a distance apart from each other. This gives each part enough time to solidify whilst the nozzle has moved away to print elsewhere.
There are all types of methods people use to assist adhesion, everyone has their personal preference. If printing on glass, we have found that an ABS slurry is the strongest for ABS printed parts. Dissolve scraps of ABS filament into acetone to form a slurry the consistency of milk. Apply a very think layer on the print surface, avoid inhalation and do not contact your skin. (Not recommended in school environments and not necessary to use with an Up Printer as the perforated board is very effective at adhering prints).
1. Clean the print bed surface with a rubbing alcohol such as isopropyl or acetone (avoid contact with skin).
2. Ensure the nozzle is clean from any debris prior to printing. Heat the nozzle to full printing temperature and use a wire brush. Work you way around the nozzle tip avoiding deforming the hole where to filament comes out. This will avoid your model from being contaminated with charred material during the print.
3. Check that the nozzle height calibration is correct. If a print does not stick, it is because the nozzle height is not calibrated correctly.
4. Optimal bed and enclosure temperature depends on the part you wish to print. As a rule of thumb, a smaller part have less tendency to warp and has less time to stabilise before the next layer is formed, so print it with a lower bed/enclosure temperature to ensure the best surface finish- say a bed temperature of 80-90°C and 40- 50°C for the enclosure for a small parts. If you are printing large parts use a higher bed temperature of 90-110°C and an enclosure of around 60°C.
5. If you are printing a large part pre-heated bed for 30 to 60 minutes prior to starting the build. This will warm the enclosure as well as ensure that the heated bed surface has an even heat distribution. If you start a print as soon as the bed reached temperature, the bed will still be cold on the edges. As the bed heats us whilst your part is printing, the bed will keep heat (and expanding) which will laminate your part from the bed and curl on the edges.
Do you want to know how to get the very best finish out of ABS parts printed on an FDM 3d printer. Here is a great video that shows you the best practice procedures to get the very the best surface finish on your 3d printed parts. Taking you through the process of sanding, priming and best practice painting procedures for ensure a professional result.
You can make ABS 3d printed parts stronger, air tight and smooth using this method. This method used acetone which is both highly toxic, and flammable so be cautious and do so at your own risk!